FLACHE FÜHRUNGEN
REDUZIERTE STÄRKE

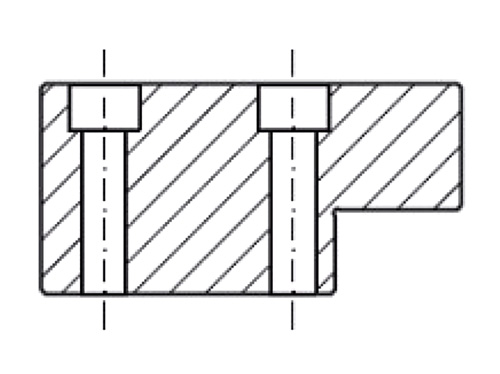
FLACHE FÜHRUNGEN
MIT BOHRUNGEN

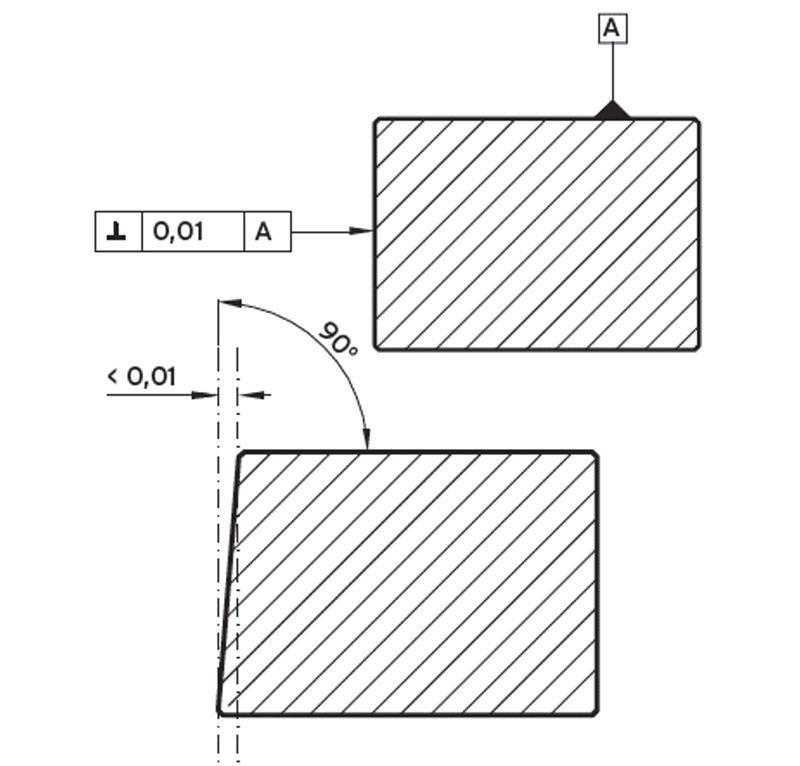
PRISMATISCHE
FÜHRUNGEN

FÜHRUNGEN MIT
UNTERSCHIEDLICHEN GLEITKANTEN

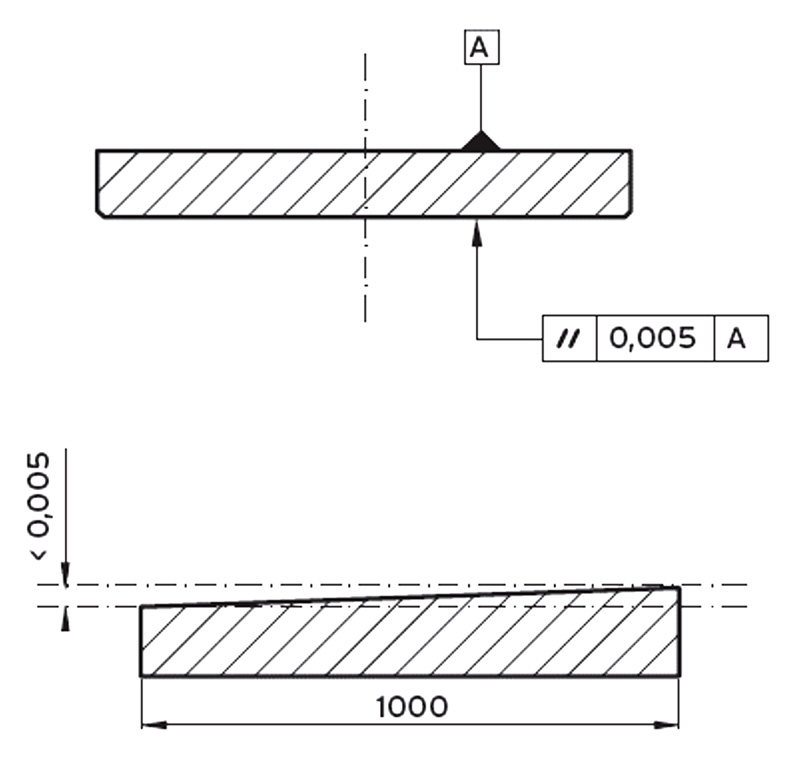
/ EBENHEIT
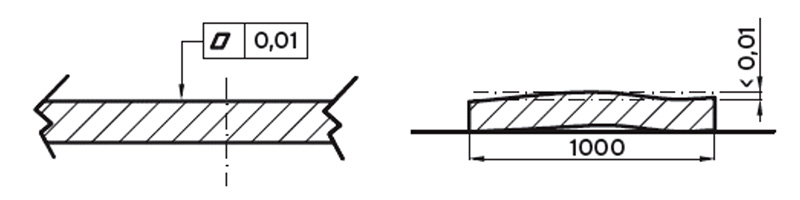
Die Ebenheit definiert die maximal zulässige Abweichung zu einer „Sollebene“ und ist die Fläche, auf der die gewünschte Ebenheit spezifiziert wurde. Es gibt zwei Phasen, in denen die Ebenheit der Führung gemessen werden kann:
- Frei
- Befestigt (…auf dem Maschinenbett)
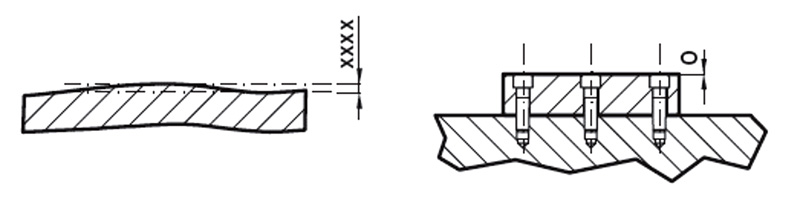
Wie auf der Abbildung ersichtlich kann sich die Ebenheit der „freien“ oder „befestigten“ Führung beachtlich verändern.
FREIE FÜHRUNG → „BEFESTIGTE“ FÜHRUNG
Die Ebenheit der „befestigten“ Führung kann wie folgt angegeben werden:
EBENHEIT DER FÜHRUNG<Ebenheit des Maschinenbetts + Führungsparallelität
Die Bedeutung der Ebenheit bei einer Gleitführung und die Messvorgehensweise hängen von der Anwendung der Führung selbst ab. Generell wird die Ebenheit der Führungen immer nach der Befestigung der Führung auf dem Maschinenbett gemessen.
/ RAUHEIT
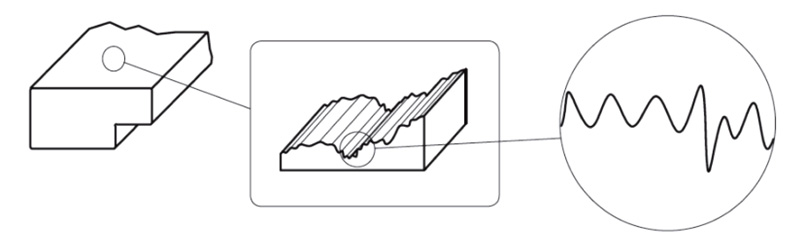
Die Rauheit ist eine Eigenschaft der Oberfläche des Körpers und besteht aus inhärenten oder aus dem mechanischen Prozess entstandenen geometrischen Unregelmäßigkeiten. Unregelmäßigkeiten bilden sich generell in Form von Rillen oder Kerben mit unterschiedlichen Formen, Tiefen und Richtungen.
Messvorgang
Die Rauheit einer Oberfläche wird mit einem sogenannten „Rauheitsmessgerät“ gemessen. Der Messvorgang der Rauheit besteht in der Aufzeichnung des Oberflächenprofils ausgehend von einer bestimmten Messlinie.