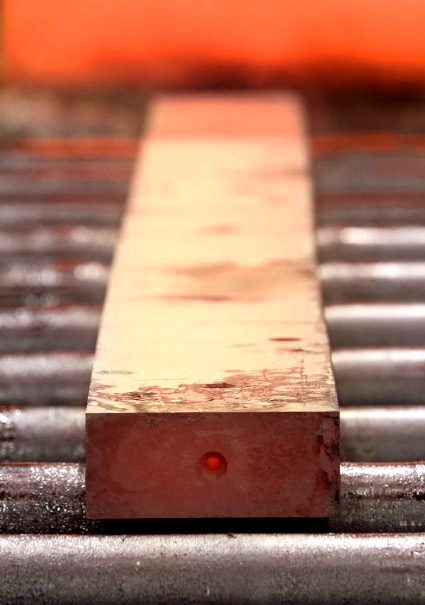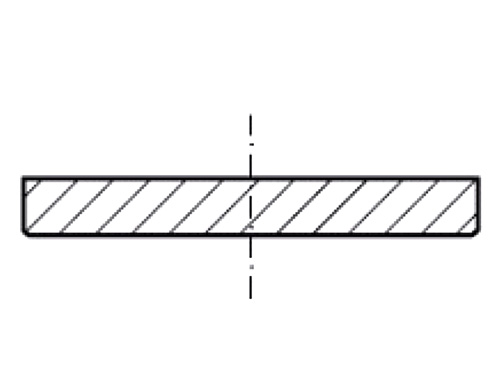
Glissière Fine
et Plate

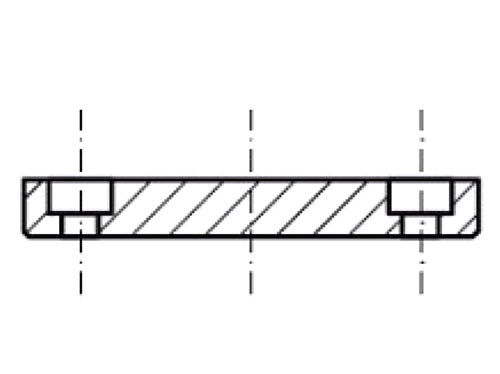
Glissière Fine
avec Trous

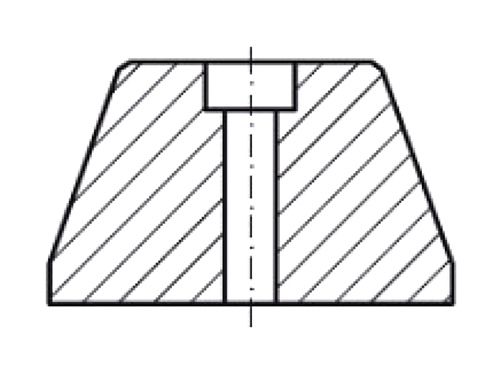
Glissière
Prismatique

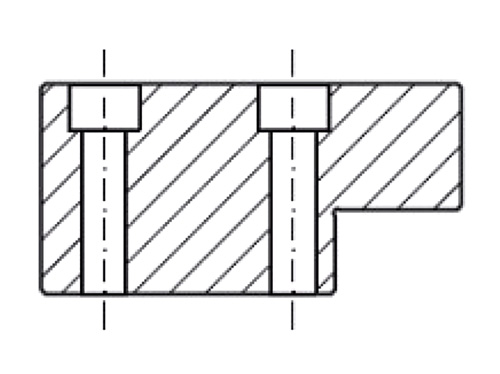
Glissière avec plusieurs
surfaces de glissement

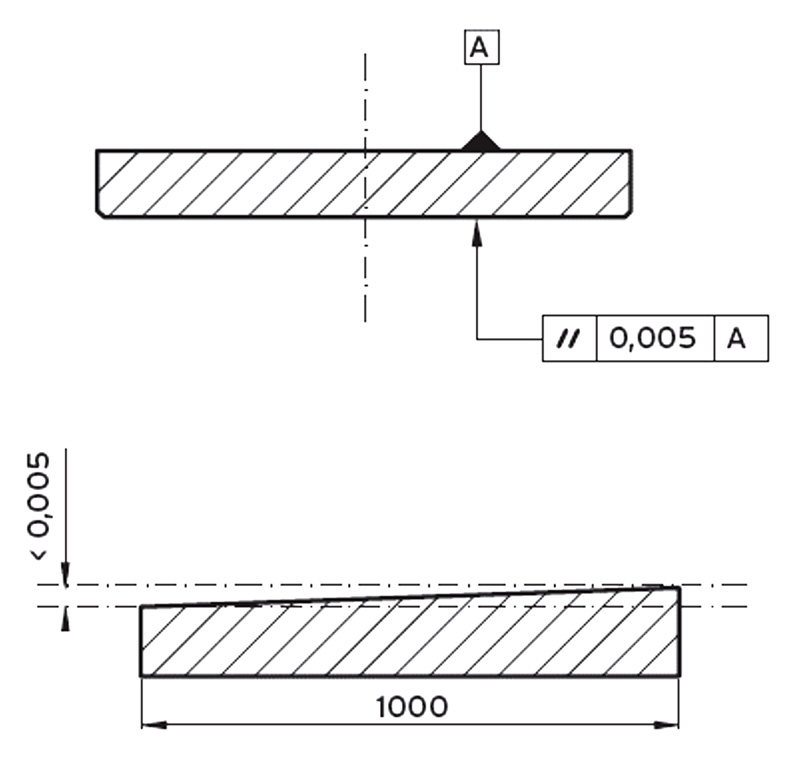
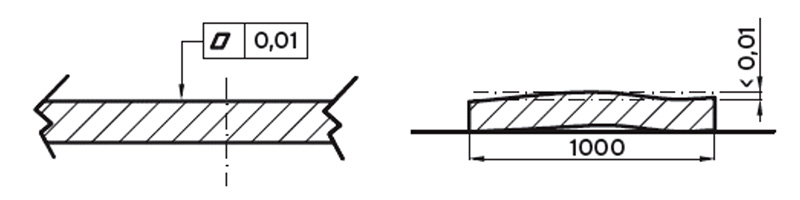
/ PLANÉITÉ
La planéité définit l’erreur maximale admissible entre une « surface idéalement plane » et la surface réelle dont nous devons mesurer la planéité. La planéité peut être mesurée avec le Slide-Way dans deux positions différentes:
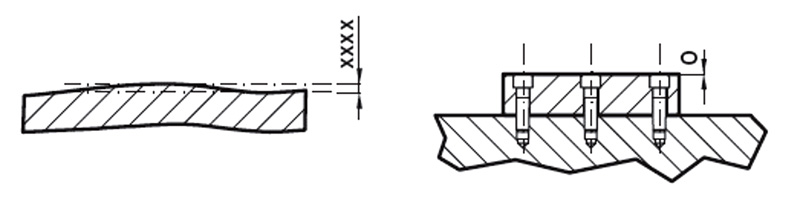
- à l’état libre
- Fixé au banc de la machine-outil
Comme le montrent les photos, la planéité d’une même glissière peut varier considérablement selon la méthode de mesure (à l’état libre ou fixée).
GLISSIÈRE À L’ÉTAT LIBRE → GLISSIÈRE FIXÉE
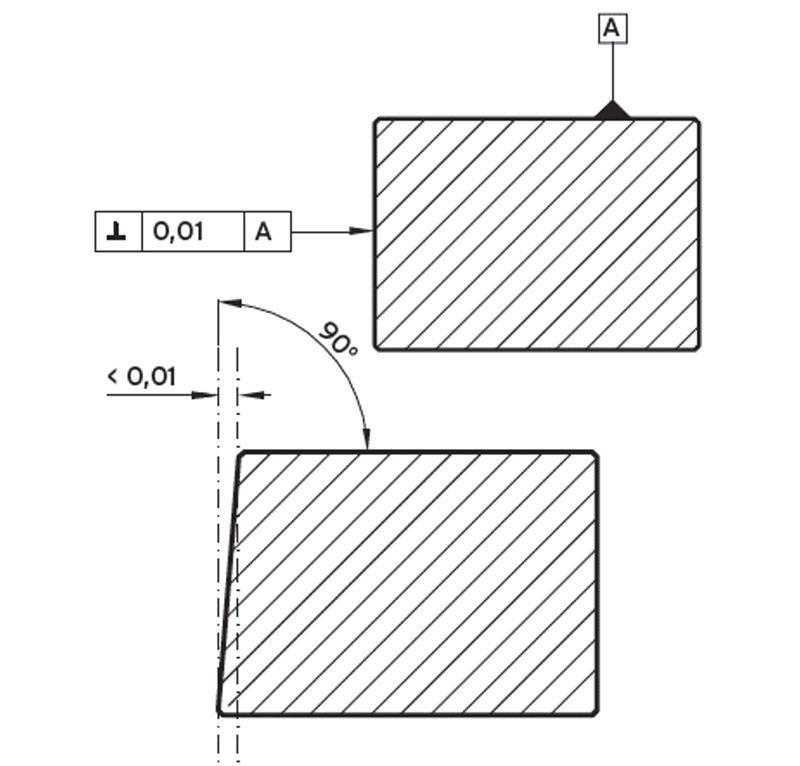
La planéité du Slide-Way lorsqu’il est « fixé », peut être représentée comme suit:
PLANÉITÉ DU COULISSAGE <= Planéité du lit + Parallélisme du coulisseau
L’importance de la planéité des glissières et la méthode de mesure dépendent de l’utilisation finale et du type de machine. En général, la planéité doit toujours être mesurée après avoir fixé le chariot sur le banc de la machine-outil.
/ RUGOSITÉ
La rugosité est la propriété décrivant l’état de toute surface usinée. Tout processus d’usinage par outil, crée des sillons sur la surface usinée. Selon le type et la vitesse de l’outil utilisé pendant le processus d’usinage, la taille des sillons résultants change. La taille et la forme de ces petites irrégularités définissent la rugosité de la surface.
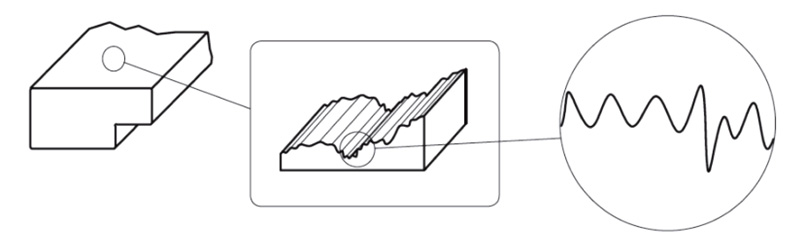
Comment mesurer
La rugosité d’une surface est mesurée par un instrument spécifique appelé Profilomètre, ou Testeur de rugosité de surface. La procédure de définition de la rugosité consiste à enregistrer le profil de la surface et à mesurer l’amplitude de ses pics.